
CHIARIFLOCCULAZIONE IN CONTINUO IN IMPIANTO BENCH SCALE PER IL TRATTAMENTO DI REFLUI INDUSTRIALI SALINI CONTAMINATI DA IDROCARBURI
Barra laterale dell'articolo
Contenuto principale dell'articolo
Abstract
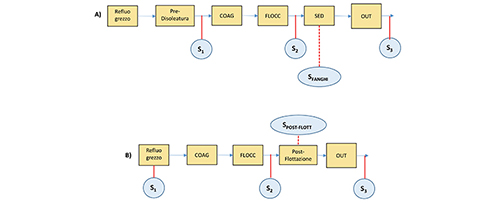
In questo studio vengono analizzati i risultati ottenuti in seguito al trattamento di chiariflocculazione applicato ad acque reflue industriali prelevate da navi petroliere transitanti nel porto di Augusta (Sr). Tali reflui sono caratterizzati da elevata salinità e contengono inquinanti recalcitranti prevalentemente di origine idrocarburica: queste caratteristiche promuovono il ricorso ad un trattamento chimico-fisico piuttosto che biologico, dal momento che l’azione combinata di salinità e idrocarburi determina un effetto inibitore nella crescita della biomassa. Nel trattamento di chiariflocculazione, la fase di coagulazione mira alla destabilizzazione elettrica delle particelle presenti in acqua, mentre la successiva fase di flocculazione permette l’aggregazione delle particelle destabilizzate determinando la formazione di fiocchi che possono essere rimossi dall’effluente per sedimentazione o per flottazione, a seconda delle caratteristiche fisiche del refluo alimentato all’impianto. La novità dell’approccio sperimentale proposto consiste nell’ottimizzazione del funzionamento in continuo in cui è stato eseguito il processo, che favorisce l’economia e la flessibilità di trattamento. I dati ottenuti hanno messo in evidenza il fatto che il trattamento garantisce un’elevata efficienza di rimozione nei confronti dei principali parametri inquinanti presi in considerazione, dal momento che all’uscita dall’impianto sono state ottenute concentrazioni quasi sempre inferiori rispetto ai limiti imposti dalla legge per lo sversamento nel corpo idrico ricettore. In particolare, l’efficienza di rimozione dei SST si è attestata sempre su valori maggiori del 90%, mentre l’efficienza di rimozione dei TPH è stata addirittura quasi prossima al 100%. Rendimenti minori sono stati, invece, ottenuti per la rimozione della sostanza organica in termini di COD e TOC. Tra le diverse prove eseguite, la migliore è risultata quella in cui gli slop alimentati all’impianto sono stati preventivamente disoleati. In questo caso gli inquinanti residui sono stati rimossi prontamente in seguito alla fase finale di sedimentazione e i fanghi rimossi contenevano la maggior parte dell’alluminio dosato per permettere la coagulazione.